
Production goes wireless for efficiency and sustainability
In an era of intense volatility due to shorter business and product lifecycles, manufacturing companies around the globe are under extreme pressure to reduce cost of operations. To do this, factories must leverage technology and digitalization to become more agile and efficient.
The key to smart manufacturing is wireless connectivity that enables mobility for connected devices, agility in operations, and an ever-increasing level of device density.
To prove and measure the benefits of enabling technologies, relevant use cases within the manufacturing process have been identified, analyzed and deployed in Ericsson’s own factories.
Watch to see how we've gone wireless in our factory in Tallinn

Selected use cases and their main benefits at Ericsson's Tallinn manufacturing site
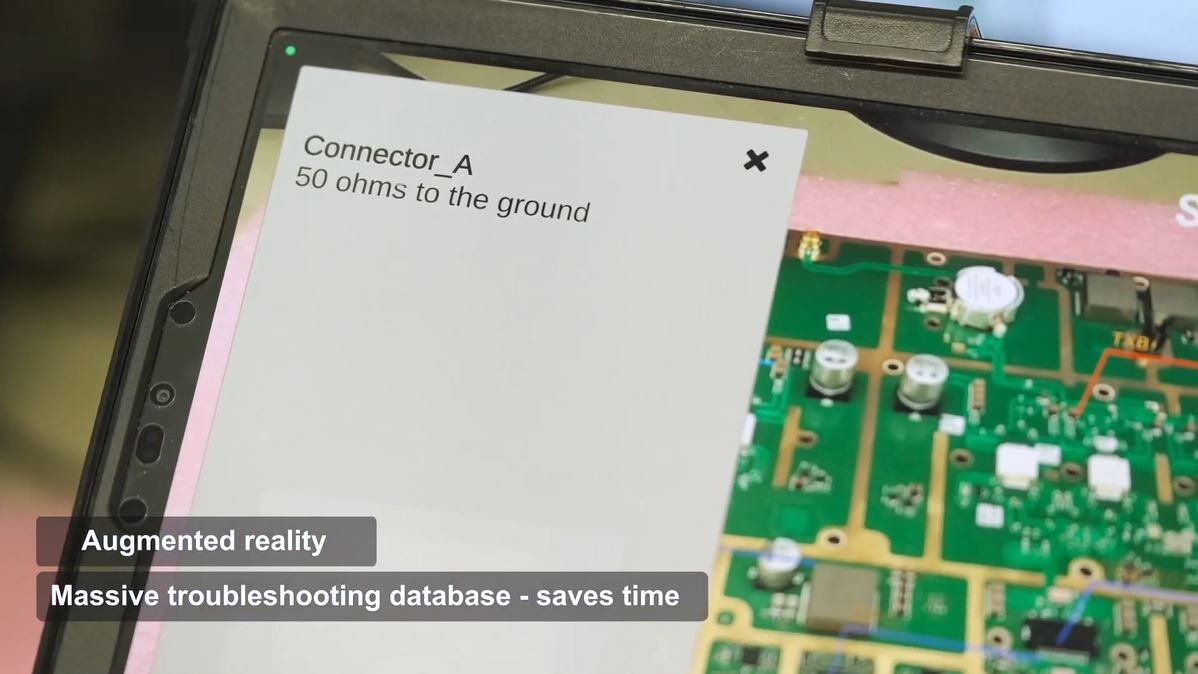


Augmented Reality troubleshooting
Troubleshooting of circuit boards is a highly skilled and time-consuming job. Roughly 50 percent of the total time required is spent on searching for information from documents, manuals and schematics. With AR troubleshooting:
- Average fault detection time could be reduced by 15 percent
- There are likely to be fewer component replacements, leading to energy consumption savings, as well as reduced chemical use, waste and scrap
Precise indoor localization
Keeping track of unique components, prototype products and expensive equipment in the factory is a critical, but often manual and time-consuming process. If assets are not located in time, there is a risk of project and production delays. The precise indoor localization system:
- Helps to automate and digitalize asset tracking inside the factory
- Estimates 25 percent efficiency gains compared to manual asset tracking
Work environment monitoring
A safe and healthy working environment is fundamental to our commitment to conduct business responsibly. IoT sensors enable monitoring of the working environment, which helps safeguard workers’ well-being, and better temperature regulation, which decreases energy costs. With this monitoring:
- Expert estimates that 10 to 20 percent of heating costs can be reduced with better coordination of cooling with gas heating, which also results in lower CO2 emissions
Combining cellular networks with industrial IoT
The digital factory
Estonia has a uniquely innovative culture, and Ericsson is one of its largest employers. The spirit of technological innovation is at the core of Estonian identity, and this is more than evident in the Ericsson Tallinn smart factory, which accounts for more than 10 percent of Estonia's exports today.
Watch our film to discover how an innovation-driven workforce empowers Ericsson's production capabilities and fosters the introduction of new smart manufacturing technologies. These include the introduction of a cutting-edge augmented reality troubleshooting solution, that has already more than doubled the team's effectiveness.
