Making manufacturing smarter
Connecting machines, people and data
Manufacturing
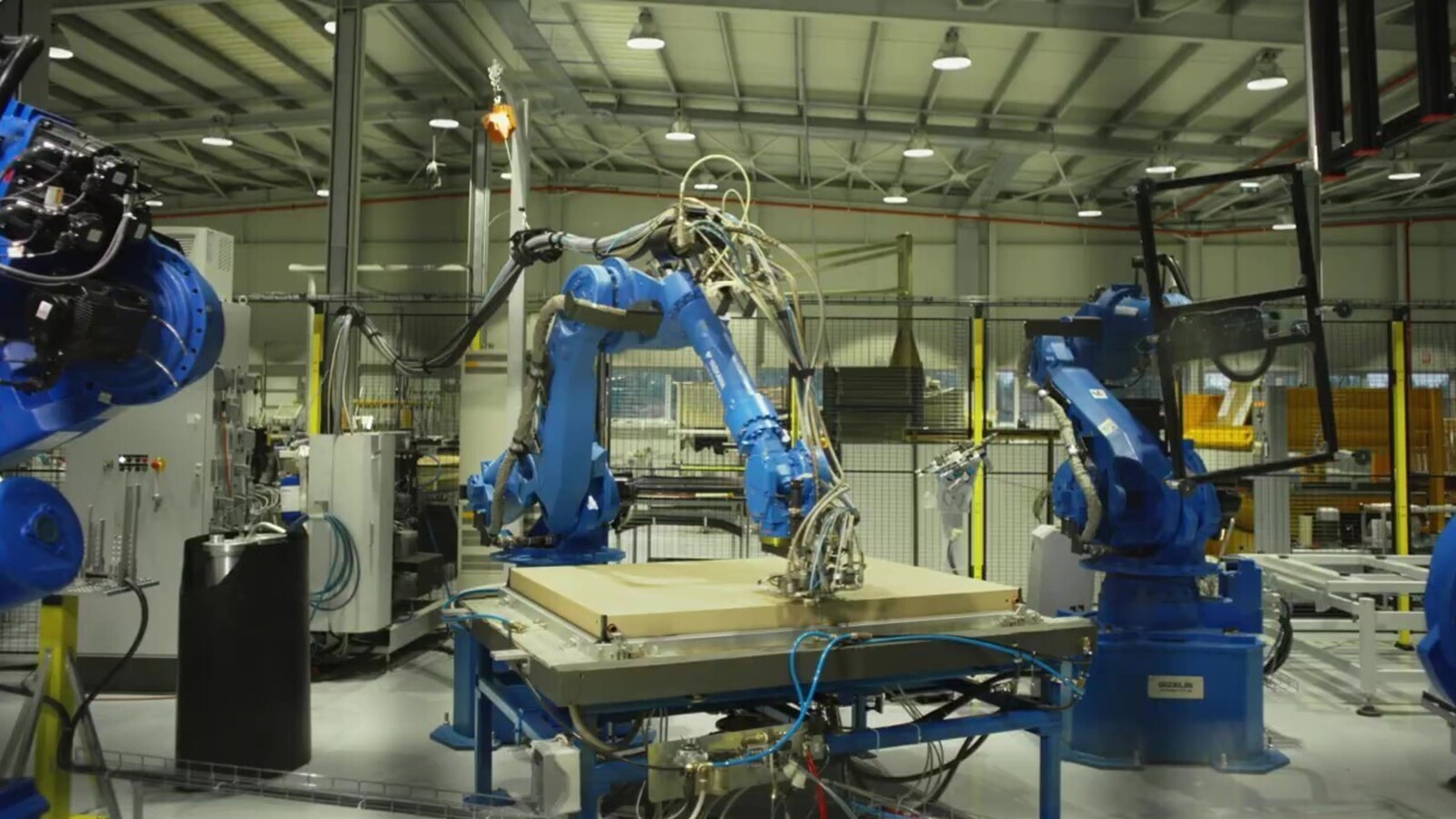
As manufacturers modernize their operations, the need for the right connectivity has never been more critical. Data transformation in manufacturing starts with a unified connectivity platform that seamlessly integrates your existing digital assets to enable new technologies. At the heart of this transformation is 5G connectivity, delivering scalable, flexible solutions that harness massive amounts of data generated by Industrial IoT devices.